Carbon fiber tubes manufacturing guide: a clear, practical overview from materials and core advantages to forming methods and typical applications — optimized for B2B readers and engineers.

1. Overview & Applications
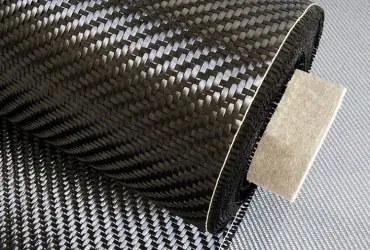
Carbon fiber tubes are a hallmark of advanced composite products. By combining high-performance carbon fibers with a resin matrix, they deliver an exceptional mix of low weight, high strength, corrosion resistance and fatigue performance. Typical bulk density is about 1.5–1.8 g/cm³, much lower than steel or aluminum, while tensile strengths commonly exceed 3000 MPa, giving a strength multiple several times that of steel. These properties make carbon fiber tubes ideal for aerospace, high-end industrial equipment, automation, sports gear and medical devices. This guide explains their advantages and how those advantages translate into real-world applications.
1.1 Core Advantages
1.1.1 Lightweight, High Strength
Carbon fibers are >90% carbon by composition and have very high axial modulus and tensile strength. When embedded in epoxy or similar matrices, load is efficiently transferred to fibers so the finished tubes combine low mass and very high load capacity. In aerospace, replacing metal tubing with carbon fiber tubes reduces structural mass, improving fuel efficiency and payload. In automotive and motorsport, reduced mass improves acceleration, handling and — for EVs — range. In automation and robotics, lighter structural members reduce inertia and improve dynamic response.
1.1.2 Corrosion Resistance & Aging Performance
Compared with metal, carbon fiber composites resist electrochemical corrosion in humid, acidic or alkaline environments. Epoxy matrices provide chemical isolation while carbon fiber itself is chemically inert. For marine, chemical processing or wastewater applications, carbon fiber tubes offer extended service life and lower maintenance. Their superior fatigue resistance also benefits rotating shafts, robotic links and other components subject to repeated loading.
1.1.3 Low Thermal Expansion & Dimensional Stability
Carbon fiber’s axial thermal expansion is near zero (sometimes slightly negative). By tailoring ply orientations, designers can offset matrix expansion and produce tubes with very small dimensional change across temperature cycles. This stability is crucial for precision rollers in printing, paper processing and battery electrode winding, and for structural components in aircraft where aerodynamic shape must remain stable under thermal variation.
1.2 Key Application Fields
Industrial machinery & automation: lightweight robotic arms, telescopic poles, drive shafts and precision rollers for printing and thin-film processes.
Aerospace & defense: structural spars, satellite supports, launcher shells and high-performance drive shafts.
Sports & medical: bicycle frames, racket shafts, fishing rods, radiology equipment supports and surgical instrument components.
2. Main Forming Processes — Principles, Pros & Cons
The manufacturing of carbon fiber tubes is fundamentally about combining fiber and resin into a controlled geometry with the required fiber orientation and consolidation. Below is a concise comparison of the common processes.
| Process | Core principle | Major advantages | Major limitations | Typical applications |
|---|---|---|---|---|
| Roll wrapping (prepreg roll) | Layering prepreg tape on heated mandrel, then cure | Excellent mechanical properties, precise ply control, high surface quality | Mostly round sections, lower throughput | UAV arms, tripods, precision supports |
| Pultrusion | Continuous pulling of resin-impregnated fibers through heated die | High automation, continuous production, good dimensional control | Constant cross-section only, weaker transverse properties | Profiles, long constant-section tubes, rods |
| Filament winding | Resin-impregnated fibers wound on rotating mandrel in controlled angles | Precise fiber orientation, high hoop strength; ideal for pressure vessels | Rotational symmetry required, higher equipment cost | Pressure cylinders, rocket shells, drive shafts |
| Compression molding | Prepreg placed in heated mold, pressed and cured | Complex cross-sections possible, high dimensional accuracy | High mold cost, not ideal for long tubes | Complex coupling pieces, automotive structural parts |
| Hand layup + vacuum bag | Manual layup then vacuum consolidation and cure | Low tooling cost, flexible for large/odd shapes | Low throughput, operator-dependent quality | Large housings, prototypes, large parts |
(Table 1: Comparison of main carbon fiber tube forming methods)
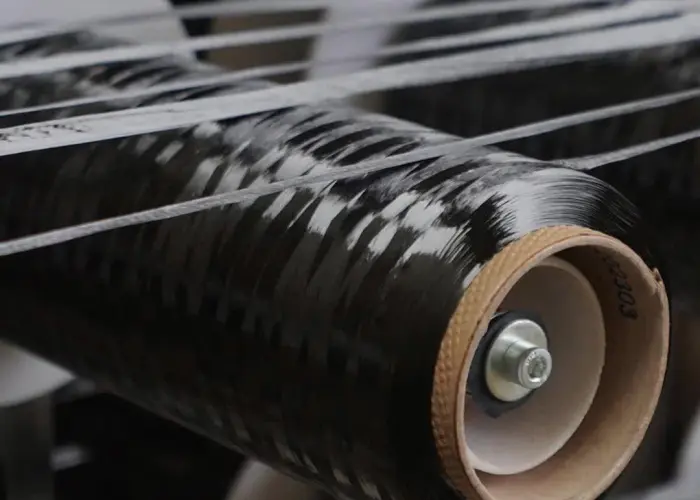
2.1 Roll Wrapping (Prepreg Roll)
Roll wrapping (also called roll forming or roll winding of prepreg) is among the most mature methods for high-performance round tubes, especially for mid-volume production.
2.1.1 Principle & Characteristics
Prepreg tape is cut to pattern and wrapped on a heated mandrel under controlled tension. Heat softens the resin to promote interply adhesion; subsequent oven cure consolidates the laminate. This method achieves high fiber volume fraction, accurate ply angles and smooth internal surface finish. Typical preheat/wrap temperatures range from 80–120°C, depending on resin system.
2.1.2 Typical Process Flow
Design & cutting: calculate required layers from wall thickness and fabric areal weight; cut prepreg to required ply angles (0°, ±45°, 90°).
Mandrel preparation: use steel or hardened aluminum mandrels with release agent applied.
Wrapping: mount the mandrel on the roll machine, preheat, then wind prepreg layers at controlled tension to avoid wrinkles and voids.
Overwrap & fixation: overwrap with OPP film or heat-shrink to apply uniform pressure.
Cure: follow the resin vendor’s temperature-time profile; a common epoxy cure might be 150°C for 1–2 hours (vendor dependent).
Demold & finish: cool, remove film and mandrel, then machine ends, polish, and perform final inspection.
2.1.3 Pros & Cons
Roll wrapping yields excellent mechanical performance and surface finish but is mainly suited to round profiles and limited continuous lengths. It works well for UAV arms, camera rigs, sports equipment and other mid-length precision tubes.
2.2 Pultrusion
Pultrusion is a continuous process for constant-section parts. Fibers are pulled through a resin bath then through a heated die, where the profile cures. It is highly efficient for long, uniform profiles like constant-diameter tubes, rods and channels. Pultruded parts are cost-effective at volume, but transverse properties are weaker due to fiber orientation dominated by the pull direction.
3. Quality Control & Production Considerations
Quality control is essential: control fiber volume fraction, void content, ply orientation and cure cycle. Typical QC methods include ultrasonic C-scan, resin/fiber content testing, dimensional inspection and mechanical testing (tensile, flexural, fatigue). For B2B manufacturing, document traceability (material batch, process parameters, cure records) and provide certificates such as ISO or customer-specific test reports.
4. Summary & Implementation Notes
This carbon fiber tubes manufacturing guide outlines material fundamentals, primary forming processes and application match-ups. Choose roll wrapping for high-performance round tubes, pultrusion for high-volume constant profiles, and filament winding for pressure/hoop-loaded components. For a reliable supply to aerospace, industrial and sports markets, prioritize controlled curing, careful ply design and robust QC systems.

Download the PDF to learn more